












Mezi lidmi ve výrobě panuje podezření, že designéři po svém výpočtu své nezbytné tolerance pro jistotu vydělí 10. Po dělnících je vyžadována absolutní přesnost. S jakými tolerancemi se pracuje?
Tým Caterham F1 serveru F1news.cz prozradil, že pracují s tolerancemi od 3 - 25 mikrometrů v závislosti na druhu či velikosti součástky.
Xtrac vyrábějící závodní převodovky, s nimiž v F1 krom bývalého Lotusu před dvěma roky závodili také HRT a Vrigin, pro časopis PWM ústy Martyna Sylbyho zodpovědného za jakost výroby, uvádí: "Obyčejně se pohybujeme v rámci 5 - 10 mikrometrů."
Williams, jenž si také staví převodovky pro své závodní monoposty, je na tom obdobně: "Pracujeme s tolerancemi od 4 do 5 mikrometrů," prozrazuje hlavní kontrolor Abdul Bašír.
Kontaktní snímání
Ruční měření mikrometrem v takovém prostředí nepřichází v úvahu. Místo toho se používají souřadnicové měřící stroje (dále SMS, z anglického coordinate measuring machine), které dokáží zachytit bod v trojrozměrném prostředí s přesností do 2 mikrometrů.

Souřadnicový měřící stroj v továrně Xtracu v akci (foto: Xtrac)
Skládají se z malé, zakulacené sondy na citlivé, ve třech rozměrech volně se pohybující hlavě. K pohybu jsou využívána velmi přesná ložiska s nízkým třením, hlavy mohou rotovat ve třech směrech, aby se sondě umožnily dostat k předmětu z jakéhokoliv směru.
Jak to funguje
Hlava se pohybuje zleva doprava a nahoru - dolů a obvykle je namontována na rameno jezdící nad stolem - podavačem (podobně jako například mostovýho jeřábu). Xtrac používá souřadnicové měřící stroje od firem Zeiss, Mitutoyo a Klingelnberg s měřícími hlavami Renishaw.
Caterham při výrobě monopostů F1 díly měří pomocí SMS DEA Hexagon Global Performance s hlavou Tesastar-m schopným měřit s přesností od 1,4 mikrometru, pro větší díly SMS Zeiss - Stiefelmayer se dvěma rameny s hlavami Renishaw MIH. Pro práci s nimi využívají software PC-DMIS (CAD) společnosti Hexagon.
Podmínkou pro měření těmito velmi přesnými zařízeními je i teplotně stabilní prostředí, které se obvykle pohybuje kolem 20 °C s odchylkou +/- 1 °C. Každé součástce je před samotným měřením dán čas na to, aby se její teplota ustálila. Drobným věcem stačí hodina, skříně převodovky ale potřebují pro dosažení precizních výsledků až 24 hod na to, aby se jejich teplota srovnala s okolním vzduchem.
Pro změření musí být součástka pevně uchycena v SMS, aby se nemohla během procesu pohybovat. Sonda má na konci tyčinky precizně tvarované kulovité zakončení a pohybuje se kolem objektů, kterého se v předdefinovaných bodech dotýká. Pokaždé, když dojde ke kontaktu, senzor citlivý na tlak umístěný v hlavě vyšle stroji pokyn k tomu, aby trojrozměrně zaznamenal pozici. Po mnoha dotecích v klíčových bodech může být sestaven 3D obraz.
Tento proces probíhá pomalu, SMS jsou však plně automatické. Jak vědí, kde mají snímat pozici? K jejich naprogramování se využívá CAD soubor, který určuje dráhu sondy stroje, které povrchy se mají měřit a v kolika bodech, ale také ze kterého směru by k nim mělo být přistupováno.
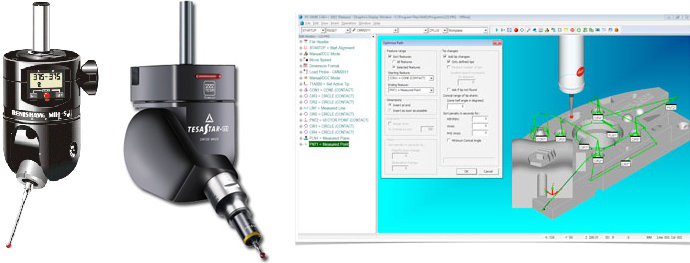
Hlavy, které používá Caterham F1 (zleva Renishaw MIH a Tesastar-m), vpravo ukázka z PC-DMISu
Po nastavení je SMS schopen automaticky sbírat data ze součástek či dávky součástek. Silby poznamenává, že "nedochází pouze k měření přesnosti vyrobených povrchů, ale také k měření celkové geometrie součástky" - včetně veškerých zakřivení, zubů, drážek, retenčních žlábků atd. "Musíte se ujistit, že májí nejen ty správné rozměry, ale že jsou také jednotlivě na správném místě ve vztahu k ostatním."
SMS je možno propojit s výrobními stroji a uzavřít smyčku mezi výrobou a kontrolou. První vyrobená součástka se vloží do SMS, který zjistí veškeré odchylky a předá je zpět výrobnímu stroji, přičemž ho přenastaví tak, aby nedocházelo k chybám.
Přeměřování převodovkové skříně (foto: Xtrac)
Williams krom převodovek ale musí měřit také větší komponenty, jako například monokoky či velké aerodynamické struktury. I v tomto případě v továrně v Grove spoléhají na SMS, které jsou jen o něco rozměrnější a méně přesné.
"Největším dílem, s nímž se musíme vypořádat, je zřejmě deska pod autem. Máme však SMS, které dokážou měřit části 2,5 - 3 m dlouhé a kontrolovat je s přesností 0,5 mm," uvádí Bašír.
Video: Pětiosé kontaktní snímání souřadnicovým měřícím strojem vybaveným sondou Reinshaw
(© Rainshaw)
Bezkontaktní snímání
Krom možnosti využít bezkontaktní sondu u SMS se pro ověřování rozměrů, tj. pouze pro kontrolu, používá promítání s velkým přiblížením součástek. Například ozubené součástí převodovky se zobrazují na obrazovce s 50 - 100násobným zvětšením. V tomto měřítku mohou inženýři vizuálně zachytit očividné vady finálních vzorků.
Další možnost představuje využití speciálních 3D skenerů. K čemu jsou dobré? "Chtěli jsme mít možnost naskenovat převodovkovou skříň a porovnat ji s CAD modelem, abychom identifikovali jakékoliv deformace či nedostatky v tloušťce stěn," vysvětluje Silby.

3D scanner OptiNum XT (foto: Noomeo)
Podle šéfa výroby Williamsu F1 Tima Newtona jejich potenciál spočívá také v kontrole forem a odlitků aerodynamických struktur pro srovnání přesnosti s výchozí referencí.
K dispozici je široká škála skenovacích systému v cenách od Kč 250 000,- po 1,5 mil Kč. Liší se samozřejmě schopnostmi i požadavky: některé vyžadují téměř tmu, jiné rozměrná ramena uchycena k podlaze kvůli prostorové referenci.
Mezi dodavatele těchto skenerů do F1 patří i společnost 3D Engineers, jež se specializuje na modelování pomocí reverzního inženýrství. To by ocenili ti z vás, kteří vlastní nějakého veterána bez dokumentace - takto byste mohli získali rovnou přesné digitální výkresy v CAD souborech.
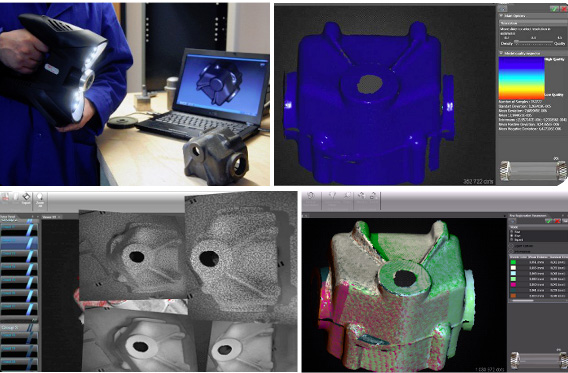
Software během skenování skládá 3D model (foto: Noomeo)
Mezi oblíbené patří i 3D skenery OptiNum francouzské společnosti Noomeo, které jsou praktické, protože k jejich používání si vystačíte s jednou rukou (váží méně než 2 kg). Na rozdíl od konkurenčních řešení pracují spíše s bílým světlem než laserem. Využívají se pro skenování předmětů do objemu 1 m3.
Jak funguje? Promítá na předmět vzorek různých bodů a skládá z nich (point clouds) stereo-fotografie. Při jednom snímku získá až 1,5 mil. bodů a uživatel tak na obrazovce hned vidí živý 3D náhled modelu.
Software využívá dva obrázky k zanesení těchto bodů do třírozměrného prostoru. Sérii snímků skládá dohromady a vytváří datový soubor reprezentující 3D povrch. Podle André Jolyho ze společnosti Noomeo dosahuje přesnosti až 40 mikrometrů při rozlišení 100 mikrometrů.
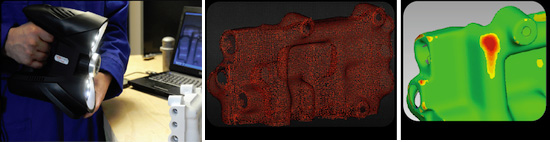
Cloud 3D bodů vygenerovaný skenerem lze snadno srovnat s CAD referencí
(foto: Noomeo)
 http:/…
http:/…
 díky za příjemné zpestření…
díky za příjemné zpestření…








































