Mohl bys vysvětlit, co je to rychlá tvorba prototypů?
Pat Symonds: Jak už to u bývá u spousty technických termínů, sousloví "rychlá tvorba prototypů" je obecné a zahrnuje několik různých technologií, které mohou vytvořit fyzický model z CAD dat pomocí procesu, který je známý jako přídavné vrstvení.
Jde o proces, kde díl doslova roste vrstvu po vrstvě, dokud není celý hotový. Každá vrstva je obecně 0,1mm silná, takže je možné dosáhnou celkem vysoké míry přesnosti. Zatímco princip výroby pomocí vrstev je pro všechny systémy stejný, liší se způsob, jak toho dosáhnout. V továrnách Formule 1 se běžně používají tři technologie: FDM, SLS a SLA.
Video: Rychlá výroba prototypů u Red Bullu (zdroj: Red Bull Racing)
Jak se tyto technologie liší?
PS: Nejjednodušší a nejlevnější je FDM - formování roztaveného nánosu (z anglického Fused Deposition Moulding), kdy je pevná látka vytlačována tryskou. Tato technologie využívá vlákna z termoplastického materiálu, který je zahříván do polotekutého stavu, a potom vytlačován tryskou, která je řízena počítačem a pohybuje se ve dvou dimenzích.
Podobně jako když pekař pracuje u koláčů s polevou, tryska při svém pohybu rozmisťuje tenkou vrstvu plastu, která rychle chladne a tuhne. Jakmile načrtne obrys, základní deska s dílem se posune o něco níže a proces se opakuje, čímž vzniká 3D model. Protože proces připomíná inkoustový tisk, je tato technologie někdy nazývána 3D tiskem.
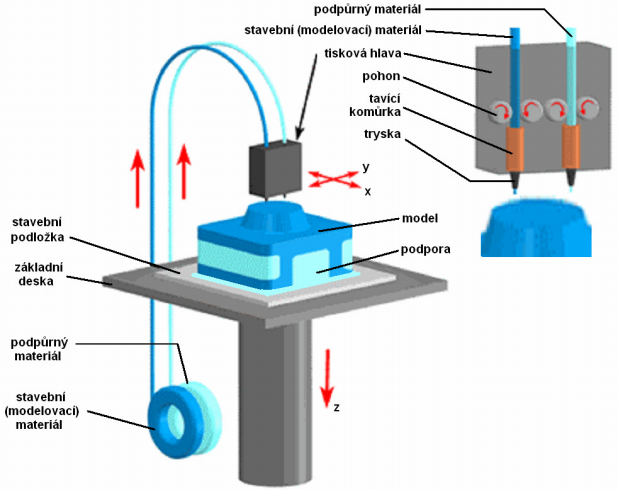
Nákres: Princip 3D tisku pomocí technologie FDM
Druhou zkratkou je SLS (z anglického Selective Laser Sintering, výběrové laserové slinování). Trochu se podobá FDM, používá však práškový plastový materiál, který je udržován ve "vaně," místo aby byl nanášen tam, kde je třeba. CO2 laser potom skenuje prašnou lázeň, přičemž ho počítač zapíná a vypíná podle toho, kde má prášek ztuhnout.
Laserové teplo zvyšuje teplotu prášku až pod bod, kdy by se už roztavil, ale dostatečně na to, aby pod ním došlo efektivně ke slinování prášku. Jakmile vrstva vytuhne, vana mírně klesne a po povrchu je rozprášená nová vrstva před tím, než laser opět proskenuje obrysy dílu.
SLS zaručuje vysokou přesnost díky velmi tenkým vrstvám při tisku (od 0,02 mm). Pomocí této metody je možné získat ty nejpevnější modely díky možnosti spékat například i kovový prášek. Lze ale použít i celkem širokou škálu dalších práškových materiálů, krom nylonu třeba sklo, keramiku, nástrojovou a nerezovou ocel, bronz, titanové slitiny, kobalt-chrom-molybdenové slitiny, speciální kompozity apod.
Nejzajímavější metodou je DMLS (Direct Metal Laser Sintering) - přímé spékání kovového prášku. Zajímavá je i 3D Laser Cladding metoda, kdy je kovový prášek kontinuálně přidáván do stopy dopadu paprsku laseru v uzavřené komoře naplněné inertním plynem. Vyrobené díly mají hustotu a mechanické vlastnosti srovnatelné s těmi, které jsou vyrobeny pomocí klasických technologií.
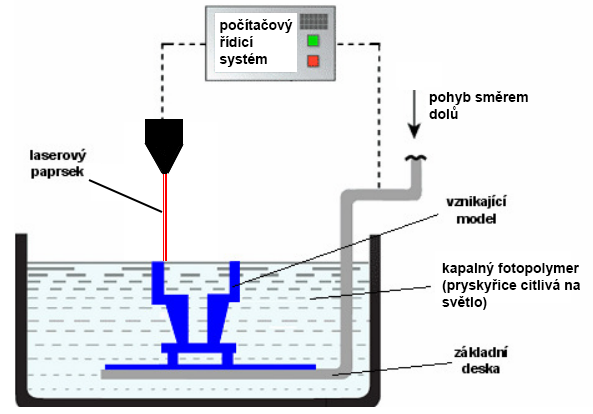
Nákres: Rychlá výroba prototypů pomocí technologie SLA
Poslední technologií je SLA (z anglického Stereolighography Apparatus, stereolitografický aparát). Základní rozdíl mezi touto a předchozími dvěma metodami spočívá v tom, že se v lázni používá pryskyřice citlivá na světlo.
Zvláštní polymery jsou tekuté, dokud nejsou vystaveny intenzivnímu ultrafialovému světlu. To vytváří ultrafialový laser, který znovu kreslí průřez vyráběného dílu. Když se laser dotkne pryskyřice, ta ztuhne a spojí se s vrstvou pod sebou. Po jednom průchodu základní deska opět klesne o desetinu milimetru a povrch je znovu překryt pryskyřicí.
Takto zhotovené modely mají vysokou přesnost a poměrně hladký povrch. Lze je tedy následně dále povrchově upravovat - lakovat či pokovovat. Výhodou této technologie patentované již v roce 1986 je dosažení tenkých vrstev při tisku (již od 0,05 mm), což zaručuje vysokou přesnost modelu. Výrobky jsou čiré a nejsou omezeny vnitřní ani vnější geometrií.
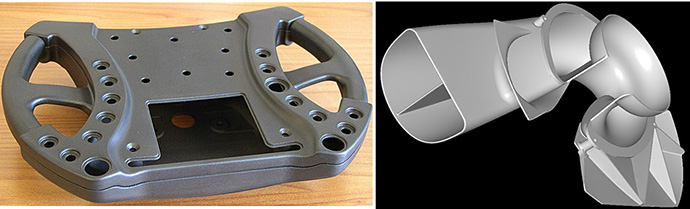
Vlevo maketa volantu vyrobená pomocí rychlé tvorby prototypů, vpravo model brzdového kanálku
(foto: CRP Technology)
To nezní moc "rychle" ...
PS: No, určitým způsobem ne. Vytvoření každé vrstvy chvíli trvá, což se liší v závislosti na tom, jak dlouho je laser zapnutý - jinými slovy, kolik materiálu při každém průchodu musí vytuhnout.
Nezapomínejte však, že se při jedné výrobě obvykle vytvoří více různých dílů, aby se materiál i stroj co nejefektivněji využil. Není nikterak neobvyklé, když výroba zabere 12 hodin, ale stále je to mnohem rychlejší než pomocí ostatních technologií.
Jaké uplatnění má rychlá tvorba prototypů v F1?
PS: Největším spotřebitelem takto vyrobených dílů je aerodynamický tunel. Nemyslím si, že by týmy zvládaly podporovat své každodenní čtyřiadvacetihodinové programy, pokud by spoléhaly na standardní výrobu.
Hlavní materiály, které se používají pro modely pro aerodynamický tunel jsou Nanotool a Bluestone, což jsou oba materiály používané SLA technologií. Nanootool může být dokonce pokryt niklem pro zvýšení jeho pevnosti, je-li to zapotřebí.

Pomoci rychlé tvorby prototypů stíhají týmy dodávat díly pro své nepřetržité programy v aerodynamických tunelech (foto: CRP Technology)
Častěji se pro makety a ověřovací modely používají nylonové materiály, i když nalézají stále častější uplatnění pro obrábění kompozitových komponentů. Kovové slinování se používá pro části vozu, jako jsou horní ochranný oblouk, byť obecně vyžaduje další zpevnění, má-li být takto použit.
Během několika posledních let se pomocí rychlé tvorby prototypů vyrábí čím dál více aerodynamických dílů. Z větší části je to dáno materiálem, který se vyrábí v Itálii, nazývaný Windform. Je dostatečně tuhý pro výrobu mnoha křidélek a kanálků, které můžete pozorovat na vozech.
Jsou všechny týmy omezeny pouze na výrobu plastových dílů?
PS: I když se při rychlé výrobě prototypů většinou používají plasty, k dispozici je mnoho druhů polymerů. Designér si může vybrat materiál dle svého konečného účelu stejně jako při navrhování kteréhokoliv jiného dílu.
Vývoj materiálů je velmi rychlý, ke zlepšením dochází každý rok. Nejsme tedy omezeni pouze plasty. V určitých oblastech vozu se používá laserové slinování titanu, hliník a ocel mohou být také laserem také spékány.
Je to drahé?
PS: SLA stroj stojí kolem 9,3 mil. Kč a může ročně spotřebovat pryskyřici za více než 3,1 mil. Kč. Velké týmy mají spoustu těchto strojů v provozu 24 hodin denně, takže rozhodně nejsou levné. Ale FDM stroje - obzvlášť ty s nízkým rozlišením - jsou velmi dostupné.
Williams o rychlé výrobě prototypů (zdroj: Williams F1 Team)
Skutečné náklady snižuje to, že stroje vyžadují jen velmi málo programování. Jakýkoliv 3D CAD systém vytváří soubor popisující díl, a ten může stroj pro rychlou výrobu prototypů přečíst. Poté stačí pro jednotlivou výrobu nahrát akorát soubory modelu. Je to přímočaré, nejde o tak drahý proces, jako při programování CNC (Computer Numerical Control) obráběcích strojů.
 u nas "len" CNC sustruhy…
u nas "len" CNC sustruhy…